

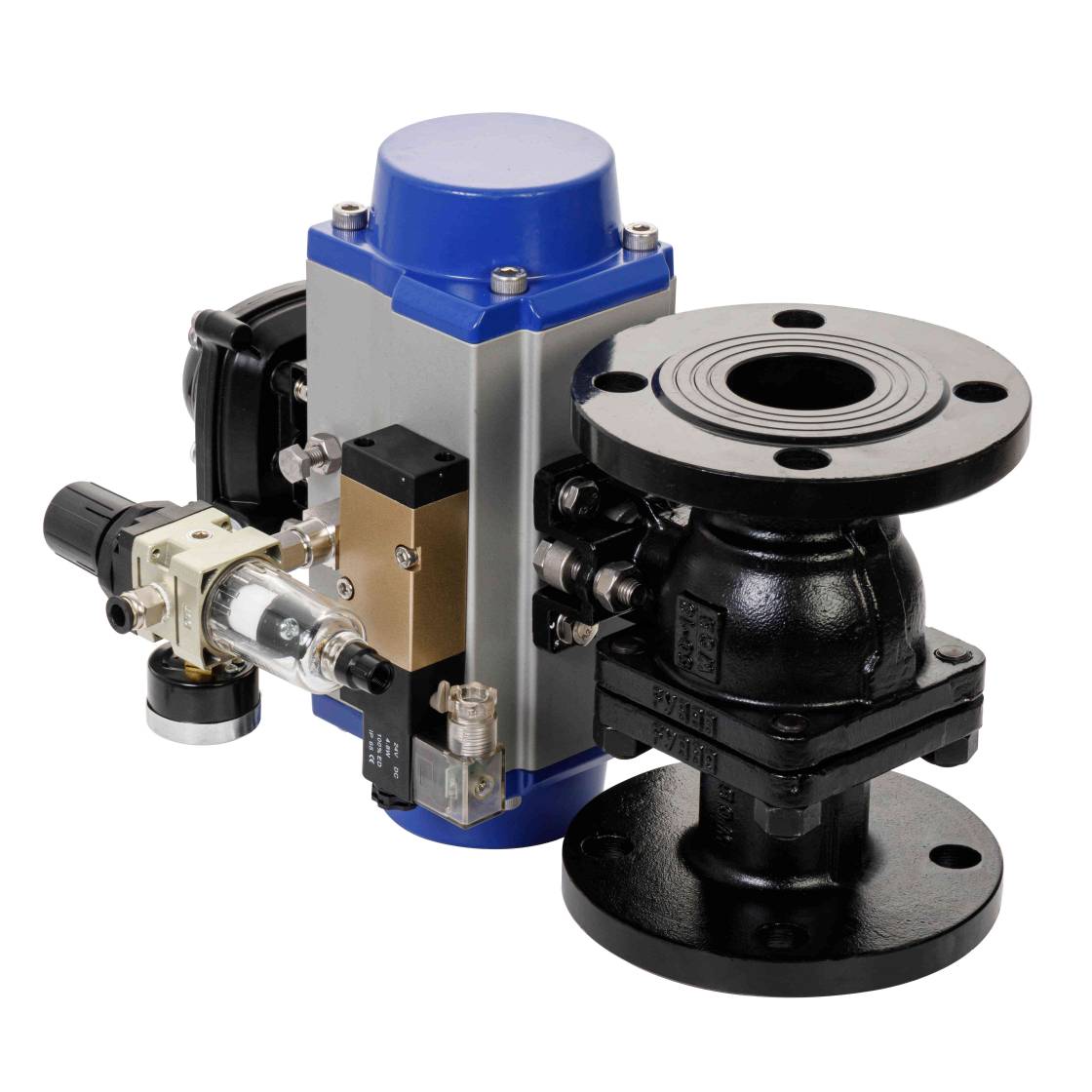
In recent years, the industrial landscape has experienced a significant transformation, with automation playing a pivotal role in improving operational efficiency and productivity. Among the various components critical to this evolution, pneumatic ball valves stand out as essential devices used to control the flow of fluids in a wide range of applications. As industries increasingly adopt automated systems, the demand for high-quality pneumatic ball valves has surged, paving the way for a variety of manufacturers in the market.

One notable player in this field is CNHELI, a manufacturer known for its commitment to quality, innovation, and customer satisfaction. Founded with the mission to deliver superior valve solutions, CNHELI has quickly established itself as a trusted name among pneumatic ball valve manufacturers.

 Chat Oline
Chat Oline
